
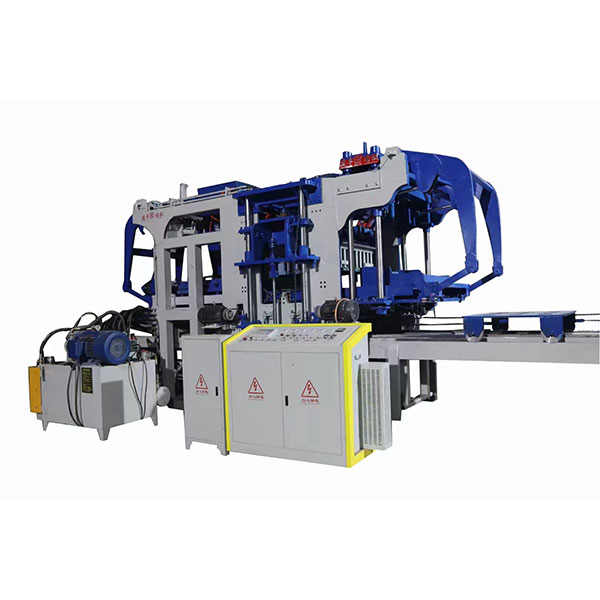
Автоматический паллетизатор для кирпичного завода
Когда слышишь ?автоматический паллетизатор?, многие сразу представляют манипулятор, который хватает кирпичи. Но на деле, если ты работал на реальном производстве, понимаешь — это лишь верхушка айсберга. Ключевое — интеграция в линию, надёжность в условиях цементной пыли и вибрации, и самое главное — логика укладки, которая экономит плёнку и не ломает углы ?сырого? кирпича. Частая ошибка — гнаться за скоростью циклов в минуту, забывая, что после сушильной камеры продукт бывает разной геометрии, и слепой робот просто посыплет всё на пол.
Из чего на самом деле складывается рабочая система
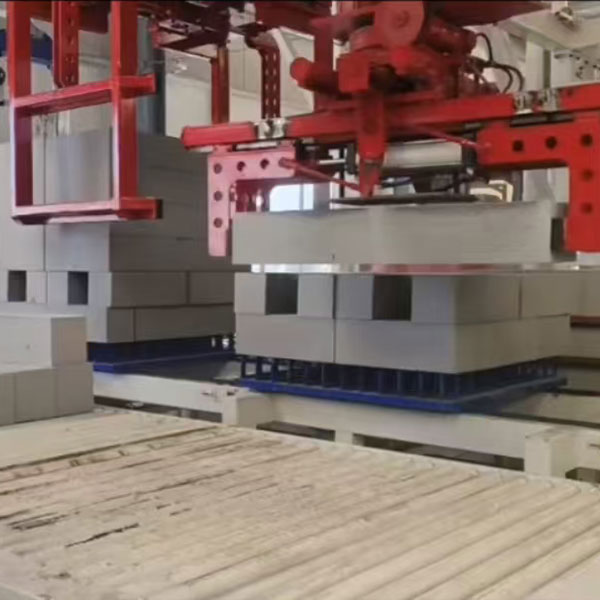
Идеальный паллетизатор для кирпича — это не отдельный аппарат, а узел, завязанный на транспортёры, датчики и, часто, на систему визуального контроля. Без этого он будет постоянно останавливаться из-за сбоя подачи или пытаться уложить бракованный блок. Мы в своё время на одном из заводов под Казанью столкнулись с тем, что европейский робот с прекрасными паспортными данными постоянно ?зависал?, ожидая идеального позиционирования поддона. А поддоны-то были старые, немного покоробленные. Пришлось допиливать софт и ставить направляющие с запасом по допускам.
Важнейший элемент, о котором часто умалчивают в каталогах — захват. Грейферы, вакуумные плиты, комбинированные решения. Для пустотелого кирпича вакуум должен быть иным, чем для полнотелого облицовочного. Была история, когда подрядчики поставили систему с избыточной силой прижима — в итоге на лицевой стороне прессованного кирпича оставались микротрещины. Ушло полгода на переделку и убытки. Сейчас смотрят не только на тоннаж, но и на материал и конструкцию присосок, возможность быстрой замены.
И конечно, программное обеспечение. Там, где одни системы требуют сложного программирования для каждой новой схемы укладки, другие позволяют цеху самостоятельно вбивать параметры. Для среднего завода это критично — сегодня кладёшь ?евро?, завтра — двойной силикатный. Гибкость здесь важнее пиковой производительности. Кстати, неплохие наработки в этом плане есть у некоторых азиатских производителей, которые активно адаптируют техники под постсоветский рынок с его разнообразием стандартов. Например, на сайте ООО Тяньцзинь Цзяньфэн Гидравлические Машины (https://www.jfblockmachine.ru) можно увидеть, как они акцентируют возможность работы с разными форматами и неидеальным сырьём — это явно следствие практического опыта, а не просто слова из брошюры.
Интеграция в существующую линию: подводные камни
Самая болезненная тема. Часто завод покупает автоматический паллетизатор как отдельный модуль, а потом оказывается, что старый конвейер не может обеспечить нужный темп или точность остановки кирпича. Возникают ?пробки?, сбивается ритм всей линии. Приходится переделывать фундамент, усиливать пол, прокладывать новые кабельные трассы. Бюджет на интеграцию может сравняться со стоимостью самого оборудования.
Ещё один нюанс — синхронизация с упаковщиком. Если паллетизатор работает быстрее, чем обмотчик плёнкой, образуется затор. И наоборот — если он медленнее, упаковщик простаивает. Хорошие системы имеют встроенный буфер-накопитель, хотя это и удорожает решение. Мы обычно советуем проводить детальную видеохронометраж существующего процесса до покупки, чтобы не гадать на кофейной гуще.
Энергопотребление и пневматика. Казалось бы, мелочь. Но когда на заводе 20 таких систем, сжатый воздух становится ценным ресурсом. Некоторые модели паллетизаторов — настоящие ?воздушные свиньи?. Стоит смотреть не только на киловатты электромотора, но и на расход воздуха в литрах в минуту. Это та самая эксплуатационная стоимость, которая вылезает боком через год-два.
Кейс: адаптация под российские реалии
Расскажу про проект лет пяти назад. Завод в Ленинградской области хотел автоматизировать укладку клинкерного кирпича. Продукт дорогой, геометрия должна быть безупречной. Поставили изначально немецкий комплекс. И сразу проблемы: суровые перепады температуры в цеху (от +35 летом до +10 зимой) сказывались на точности сервоприводов. Датчики забивались не столько пылью, сколько инеем в переходные периоды, когда влажный воздух попадал в неотапливаемый полностью цех.
Пришлось ?укутывать? критичные узлы, ставить локальные подогревы на направляющие. Немецкие инженеры разводили руками — у них таких условий нет. Выручили местные специалисты, которые знают, что у нас даже в современном цеху может быть сквозняк и конденсат. Это к вопросу о том, что оборудование должно быть не просто качественным, а живучим. Вот почему некоторые производители, как та же ООО Тяньцзинь Цзяньфэн Гидравлические Машины, основанная ещё в 1998 году и, судя по всему, немало поработавшая на разных рынках, делают ставку на защищённые исполнения и широкий температурный диапазон для компонентов. Их опыт, отражённый в том числе на https://www.jfblockmachine.ru, показывает понимание, что завод — это не лаборатория.
В том проекте в итоге сделали гибридную систему: робот отвечал за аккуратную укладку первого, ответственного слоя, а дальше более простая и грубая механическая система догружала поддон до полной высоты. Снизило стоимость и повысило общую надёжность. Иногда оптимальное решение — не полная автоматизация, а разумная комбинация.
Обслуживание и ?расходники?: о чём думать заранее
Любой мастер скажет: оборудование ломается. Вопрос — как быстро и дорого его починить. Для автоматического паллетизатора критически важна доступность запчастей. Если для замены датчика или ремня нужно ждать месяц из-за рубежа, цех будет стоять. Сейчас многие поставщики, в том числе и китайские, как компания из Тяньцзиня, организуют склады запчастей в регионах СНГ. Это серьёзный аргумент в их пользу.
Расходные материалы — присоски, уплотнители, щётки на датчиках. Их стоимость и срок жизни сильно влияют на экономику. На одном из сибирских заводов использовали дешёвые аналоги, в результате присоски дубели на морозе и рвались. Перешли на более качественные, и общие затраты даже снизились, несмотря на высокую первоначальную цену. Нужно считать не цену детали, а цену часа простоя.
Квалификация персонала. Можно поставить самую продвинутую систему, но если электронщик на заводе боится зайти в её меню, а механики привыкли только к кувалде и сварке, толку не будет. Хорошие поставщики обязательно включают в контракт не разовое обучение, а доступ к онлайн-базе знаний, видеоинструкциям по ТО. Видел, что на упомянутом сайте jfblockmachine.ru есть разделы с технической документацией и видео — это правильный подход.
Выбор поставщика: не только спецификации
Итак, на что смотреть помимо цены и технических характеристик? Во-первых, на список реализованных проектов в аналогичной отрасли. Не просто ?кирпичные заводы?, а именно заводы с тем типом продукции, который есть у вас. Лучше съездить, посмотреть в работе, поговорить с местными технологами. Во-вторых, на инжиниринг. Готов ли поставщик прислать инженера для обследования линии, или он просто продаёт ?коробку??
Такие компании, как ООО Тяньцзинь Цзяньфэн Гидравлические Машины, часто предлагают полный цикл — от проекта до пусконаладки. Для завода это может быть проще, чем координировать трёх разных подрядчиков. Их долгая история с 1998 года говорит о том, что они умеют адаптироваться и выживать на рынке, а это многого стоит.
И последнее. Самый важный показатель — это не КПД в паспорте, а увеличение общего коэффициента использования оборудования (ОЕЕ) на вашей конкретной линии в ваших конкретных условиях через год после запуска. Уменьшение боя, экономия на плёнке, снижение травматизма при ручной укладке — вот реальная экономика. Автоматический паллетизатор должен окупаться не за счёт скорости, а за счёт предсказуемости, качества и высвобождения людей для более сложных задач. В этом, пожалуй, и есть его главный смысл на современном кирпичном заводе.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Паллетайзер 1
Паллетайзер 1 -
 Форма для кирпичной машины 2
Форма для кирпичной машины 2 -
 Линия по производству кирпичного станка 2
Линия по производству кирпичного станка 2 -
 Форма для кирпичной машины 6
Форма для кирпичной машины 6 -
 Машина для производства кирпича 2
Машина для производства кирпича 2 -
 Машина для производства кирпича 3
Машина для производства кирпича 3 -
 Дозирующая машина
Дозирующая машина -
 Машина для производства кирпича 12
Машина для производства кирпича 12 -
 Машина для производства кирпича 10
Машина для производства кирпича 10 -
 Форма для кирпичной машины 4
Форма для кирпичной машины 4 -
 Упаковочная машина
Упаковочная машина -
 Машина для производства кирпича 5
Машина для производства кирпича 5
Связанный поиск
Связанный поиск- бетономешалка литров купить
- OEM упаковочные машины
- Дешевые многофункциональные паллетайзеры
- Обвязочные машины для горячего расплава в Китае
- Дешевое оборудование для производства кирпича
- OEM кирпичный завод смеситель
- Отличная автоматическая машина для производства кирпича
- Ведущие многофункциональные паллетайзеры
- Ведущий кирпич машина в Казахстане
- Волокнистые поддоны из Китая